Seamless
Seamless Tube and Pipe
The main seamless tube manufacturing processes came into being toward the end of the nineteenth century. As patent and proprietary rights expired, the various parallel developments initially pursued became less distinct and their individual forming stages were merged into new processes. Today, the state of the art has developed to the point where preference is given to the following modern high-performance processes:
The continuous mandrel rolling process and the push bench process in the size range from approx. 21 to 178 mm outside diameter.
The multi-stand plug mill (MPM) with controlled (constrained) floating mandrel bar and the plug mill process in the size range from approx. 140 to 406 mm outside diameter.
The cross roll piercing and pilger rolling process in the size range from approx. 250 to 660 mm outside diameter.
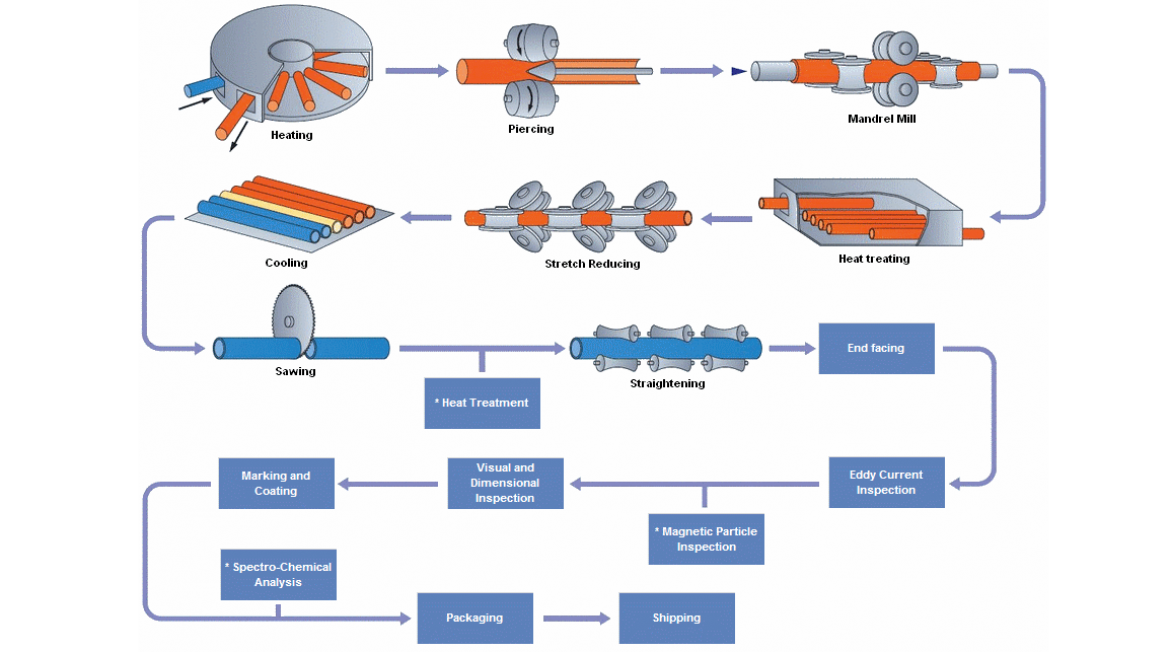
Mandrel Mill Process
In the Mandrel Mill Process, a solid round (billet) is used. It is heated in a rotary hearth heating furnace and then pierced by a piercer. The pierced billet or hollow shell is rolled by a mandrel mill to reduce the outside diameter and wall thickness which forms a multiple length mother tube. The mother tube is reheated and further reduced to specified dimensions by the stretch reducer. The tube is then cooled, cut, straightened and subjected to finishing and inspection processes befor shipment